
Saturday, 30 December 2023
Definition of Apparel
#Definition_of_Apparel
Apparel means all items of clothing and cloth produced by weaving, knitting and felting, and shall include uniforms, coveralls, footwear, linens and entrance mats.
#garments #apparel
#garmentblog
What is the objective of the Garments Layout?
What is the #objective of the #Garments_Layout?


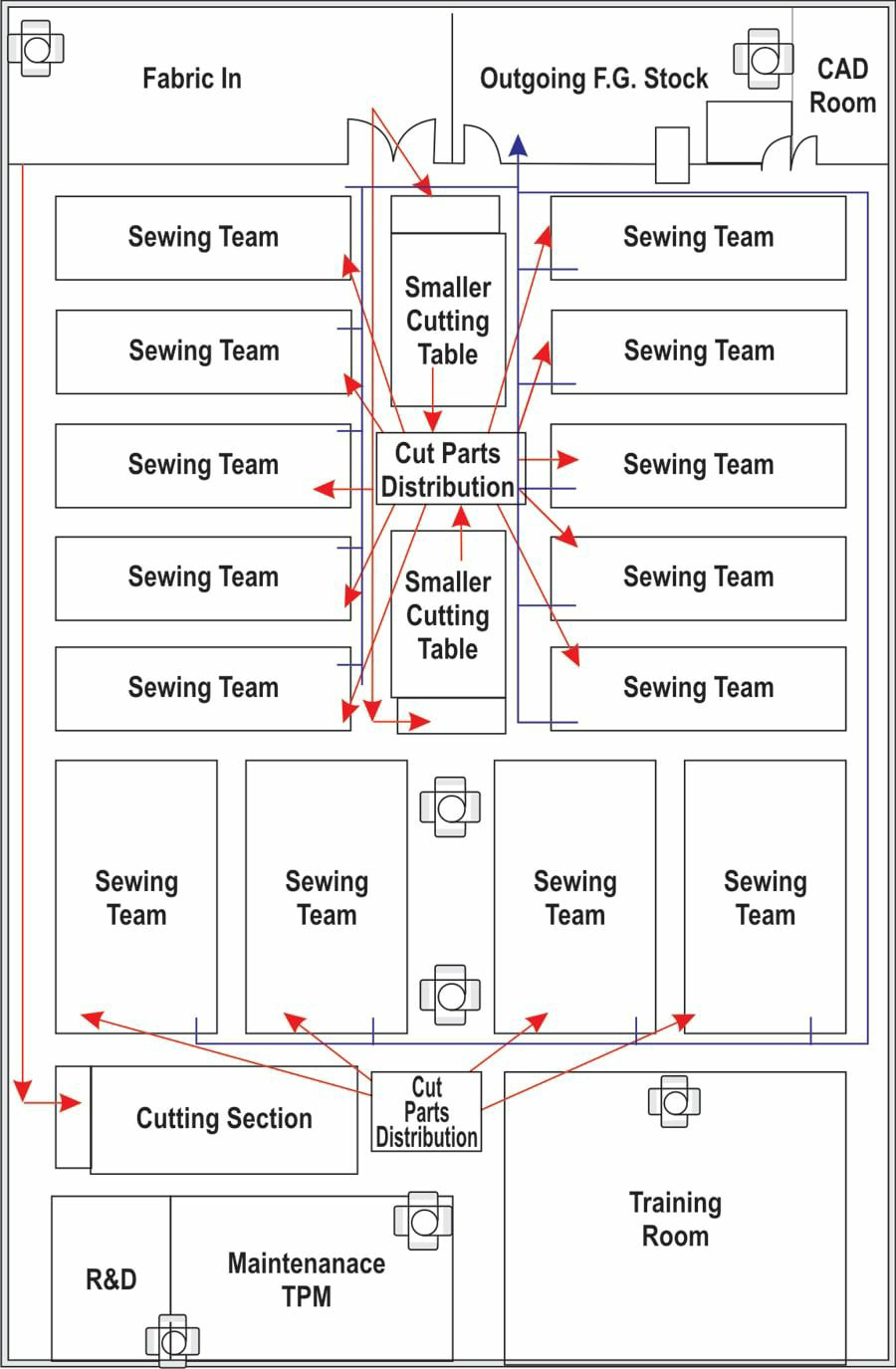

The basic objective of layout is to ensure a smooth flow of work, material, and information through a system.
#garmentsblog #garments #layout
Thursday, 28 December 2023
Lycra % বের করার নিয়ম
♦️Lycra % বের করার নিয়ম -
মনেকরি,
মেশিন ডায়া = ৩০
মেশিন গেজ =২৪
সুতার কাউন্ট=৩৪/s + ২০ D.ly
মেশিন S.L =২.৮৫
Lycra C.M =২০৫ cm
তাহলে, প্রথমে নিডেল সংখ্যা বের করতে হবে
নিডেল= মেশিন ডায়াxমেশিন গেজx৩.১৪১৬
=৩০x২৪x৩.১৪১৬
= ২২৬৪ pcs
★Lycra ডেনিয়ার থেকে কাউন্ট করতে হবে
Lyc কাউন্ট= ৫৩১৫÷ ডেনিয়ার
=৫৩১৫÷২০
=২৬৫ /s
সুতা
= কাপড়ের S.L÷ সুতার কাউন্ট
=২.৮৫÷৩৪
=০.০৮৩৮২
Lycra S.L
=Lycra সে.মি. x ১০÷ নিডেল সংখ্যা
=২০৫ x ১০ ÷ ২২৬৪
=০.৯০৫৪
আবার,
Lycra
= ০.৯০৫৪÷Lycra কাউন্ট
=০.৯০৫৪÷২৬৫
=০.০০৩৪
মোট = সুতা+Lycra
=০.০৮৩৮২+০.০০৩৪
=০.০৮৭২২
এখন,
Lycra %
=lycra x১০০ ÷মোট যোগফল
=০.০০৩৪ x ১০০÷ ০.০৮৭২২
=৩.৮৭%
সুতরাং এই কাপড়ে ৩.৮৭% Lycra আছে। এবং ৯৬.১৩% সুতা আছে।

Tuesday, 26 December 2023
Knit Fabric দেখে চেনার কিছু টিপস
Knit Fabric দেখে চেনার কিছু টিপস :>>>
(1) Single Jersey:
Fabric এর Top Side-এ চিকন চিকন দাগ থাকে এবং In Side- এ Net এর মত জালি থাকে। এই জাতীয় Fabric কে Single Jersey বলে। এই ফেব্রিক গুলি GSM রেঞ্জ ১০০-২০০।
(2)All Over Print:
যে Single Jersey Fabric এর Top Side- এ print থাকে তাকে All Over Print বলে। এই ফেব্রিক গুলির চাহিদা অনেক বেশি।
(3) Yarn Dyed:
যে Fabric এর Top & Bottom উভয় Side-এ একই ধরনের কালারের Stripe দেখা যায় তাকে Yarn Dyed Fabric বলে। ইয়ার্ন ডাইড ফেব্রিক সিংগেল জার্সি, রিব, ইন্টারলক এর ইয়ার্ন ডাইড ফেব্রিক করা সম্ভব। একে আমরা ইঞ্জিনিয়ারিং স্ট্রাইপ, ফিডার স্ট্রাইপ নামে চিনি এবং কিনি ।
(4) Grey Melange S/J:
Single Jersey যদি সাদা এবং Grey কালারের Mixed হয় তার নাম Grey Melange Single Jersey বলে। এটি দেখতে সাদাটে গ্রে কালার এর মতো। এটা তিন প্রকার ১. এক্র মিলাঞ্জ ২. গ্রে মিলাঞ্জ ৩. এন্থ্রা মিলাঞ্জ । এটি মুলত কটন + ভিসকোস এর ব্লেন্ডেড কাপড়
(5) Terry Jersey:
Top side দেখতে Single Jersey এর মত কিন্তু In Side Towel বা Bandege এর মত। এই জাতীয় Fabric কে Terry Jersey Fabric বলে। এর একসাইড প্লেইন অন্য সাইডে লুপ যুক্ত। এটা সিংগেল জার্সির টাইপের কাপড়।
(6) Fleece One Side Brush:
Top Side Plain Single Jersey এর মত কিন্তু In side Brush বা তুলাতুলা । এই জাতীয় Fabric কে Fleece One Side Brush Fabric বলে। এটি ডাইং করার পর ব্রাশিং মেশিনে ব্রাশ করে নিতে হয়।
(7) Rib :
Top & Bottom উভয় Side-এ খাড়া লম্বা লম্বা দাগ থাকে এবং টানলে বাড়ে, এই জাতীয় কাপড় গুলি খাজ কাটা থাজে । দেখতে বুকের খাজের মতো বিধায় জাতীয় Fabric কে Rib Fabric বলে অর্থাৎ রিব মানে বুকের খাচা । Rib Fabric কয়েক প্রকারের হয়।
যেমন:- 1*1 Rib
2*2 Rib
3*3 Rib
4 *4 Rib
(8)Pique(PK)/Lacoust :
Top Side Dimond এর মত ভীট থাকে এবং In side Plain থাকে। ভীট ছোট হলে Single Lacoust এবং ভীট বড় হলে Doubble Lacoust বলে।
(9)Lycra Single Jersey :
যে S/J কে পার্শে টানলে বাড়ে তার নাম Lycra Single Jersey বলে, এতে লাইক্রা বা ইলাস্টেন ফাইবার ব্যাবহার করা হয় । এই কাপড় স্ট্রেস করলে আবার এটা কম্পেক্ট হয়ে যায়। আর এই কাপড় টানলে ভেতরে চকচকে রাবারের মতো ইলাস্টিক পাওয়া যাবে।
(10)Lycra Rib:
যে Rib Fabric উভয় দিকে টানলে বাড়ে তার নাম Lycra Rib , এর ইলাস্টিসিটি অনেক বেশি। । Lycra Rib কয়েক প্রকার হতে পারে। যেমন:
1*1 Lycra Rib
2*2 Lycra Rib
3*3 Lycra Rib
4*4 Lycra Rib
(11) Pollar Fleece:
যে Fabric এর Both Side এ Brush করা বা তুলাতুলা তার নাম Pollar Fleece বলে। এই কাপড় নীটিং করার সময় এর উভয় পাশে লুপ থাকে এবং তা ব্রাশিং মেশিনে বোথ সাইড ব্রাশ করা হয়। এই কাপড় গুলি অনেক হায়ার GSM এর ৩০০-৬০০ GSM.
(12)Mesh Fabric:
মশারির মত বুনন বা ফাকা ফাকা মশারির মত ছিদ্র যুক্ত তাকে Mesh Fabric বলে। এই ফেব্রিক গুলি ওয়ার্প নীট মেশিনে প্রস্তুত করা হয়।
(13)Interlock:
Top Side এবং In Side Single Jersey এর মত খাড়া খাড়া বা লম্বা লম্বা দাগ দেখা যায় কিন্তু টানলে খুব অল্প বাড়ে, Interlock এর উভয় পাশে দেখতে একই রকম । এই জাতীয় Fabric কে Interlock Fabric বলে। সিংগেল জার্সির চেয়ে GSM বেশি হয় এই কাপড় এর।
(14) Slub Fabric:
যে Fabric এর weath বরা বরা ছোটো ছোটো দাগ বা গিট থাকে তাকে Slub Fabric বলে। স্লাব গুলি মোডাল ফাইবার দিয়ে করা, আর স্লাব বোঝার উপায় হলো ডাইং করা স্লাব কাপড়ে ডাইজ ধরে না। এই ফেব্রিক গুলির স্রিংকেজ স্পাইরিলিটি অনেক বেশি।
(15) Burn out Fabric:
যে Fabric polyster এবং Cotton Yarn দিয়ে তৈরি করার পর AOP Factory তে রোটারি প্রিন্ট করে মেশিনের থেকে cotton অংশ কিউরিং পুরিয়ে দিয়ে এক ধরনের ডিজাইন তৈরি করা হয় । বার্ন আউট ফেব্রিক কে স্কাওয়ার ব্লিচ করে ডাইং করা যায়। জাতীয় Fabric সাধারণত Ladies iteam তৈরি করা হয়।
(16) Knit Denim:
সিংগেল জার্সি ফেব্রিক এর মাখে নীট ক্যাম এবং টাক ক্যাম ব্যাবহার করে ফেব্রিক এর ফেইসে ব্লু এবং ব্যাকে গ্রে ইয়ার্ন দিয়ে টুইল এর একটি ডিজাইন করে ডেনিম ইফেক্ট আনা হয় একে নীট ডেনিম বলা হয়, এটি এখন ওভেন ডেনিম এর বিকল্প হিসেবে ব্যাবহার করা হয়।
(17) CVC ফেব্রিক
ডাইং করার পরো সাদাটে থাকা কাপড় গুলি কে CVC ( Cheaf Value of Cotton ) Fabric বলে, এই ফেব্রিক পলিকটন ব্লেন্ড সুতা দিয়ে প্রস্তুত করা। এখানে কাপড় টির একটি পার্ট ডাইং করা
কিছু তথ্যঃ
১. এখানে পরিস্টার পার্ট আগে ডাইং হয়
২. কটন পার্ট পরে ডাইং করা হয়
৩. এই ডাইং প্রসেস কে ডাবল পার্ট ডাইং বলে।
৪. এক পার্ট ডাইং হলে ইফেক্ট কে মিলাঞ্জ ইফেক্ট বলে।
৫. এক এক টি ব্যাচ ডাইং করতে ১৮ ঘন্টা সময় লাগে।
৬. পলিস্টার কাপড় ফিনিশ করতে টেম্পারেচার কমিয়ে ফিনিশ করতে হবে।


Monday, 25 December 2023
Beyond Strategic Kaizen
©Vinay Dahiya
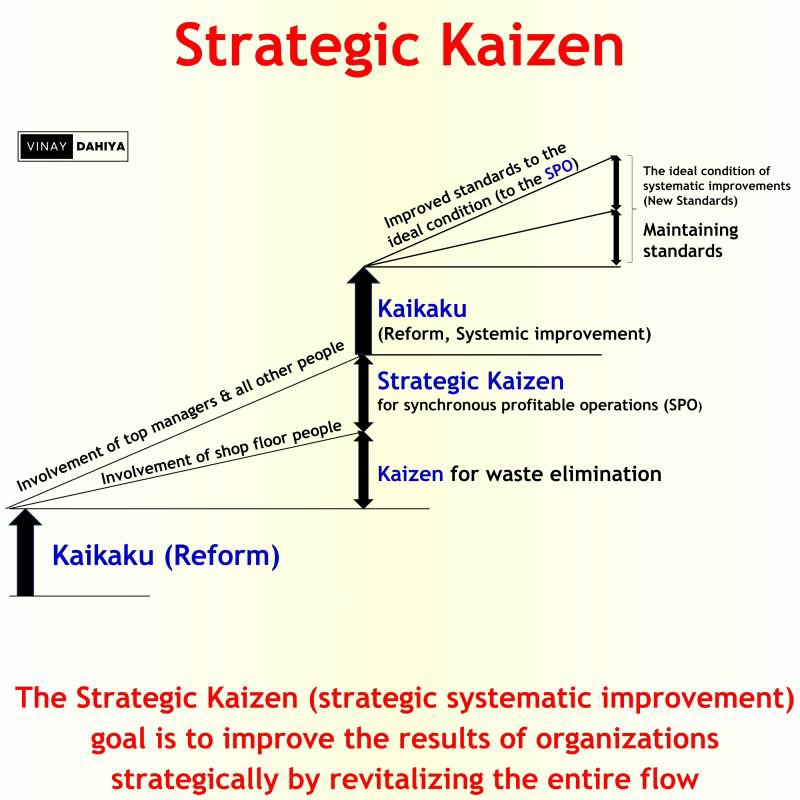
Recently started reading a book on 'Beyond Strategic Kaizen' by Alin Posteucă . Sharing my learnings on concept of 'Strategic Kaizen'
Objective of Strategic Kaizen:
- Improve organizational results strategically by revitalizing the entire operational flow to achieve target profit.
- Focus on continuous strategic improvement of non-productivity at the core business process level.
Strategic Kaizen Projects:
- Involve managerial activities for study and selection.
- Utilize small group workshop activities for development and implementation.
Key Factors of Strategic Kaizen:
- Emphasizes continuous improvement of non-productivity using measures and targets.
- Aims to maximize effectiveness by eliminating cost of losses and waste.
Implementation Challenges:
- Some view it as an easy way to make money, but proactive and preventive effort and time allocation are crucial.
- Requires doubling productivity and achieving at least a fivefold increase in ROI.
Priority for Top Management:
- Should be the priority of top management teams to achieve sustaining business strategies.
Strategic Kaizen Way:
- Involves the full, continuous involvement of all organizational members.
Maximizes strategic productivity improvement potential.
Planning and Control: - Defined as a participatory, systematic, and scientific planning and control process. - Aligns financial and operational business strategy with improvement activities. Measurement and Goal Setting: - Involves continuous measurement of productivity. - Sets continuous productivity growth targets in line with the company’s vision and mission. Operational Alignment: - Directs strategic financial and operational improvements across the organization. - Ensures everyone understands their role in achieving systematic improvement goals. Evaluation Criteria: - Asks whether improvements contribute to the company’s vision, both operationally and financially. - Challenges the approach if improvements do not clearly contribute to the company’s vision. Relationship with Traditional Kaizen: -Distinct from traditional kaizen involving shop floor activities. - Requires full involvement of top managers and all personnel for new improved standards.
Symbiosis with Kaikaku:
- Inseparable symbiosis between Strategic Kaizen and traditional kaizen with kaikaku (radical change/improvement).
Conclusion:
- Strategic Kaizen is essential for organizations that have already implemented routine small improvement groups.
Aims to reach new improved standards through scientific, measurement-based improvements.
#businessimprovement #kaizen #tqm #productivity #quality #cost #delivery #safety #morale #leansixsigma #processexcellence #operationalexcellence #businessexcellence
Sunday, 24 December 2023
7 Root Cause Analysis Tools Presentation

➡️ Visit us on Blogspost : https://monirtextile.blogspot.com
➡️ Join us on LinkedIn: https://www.linkedin.com/in/moinr364836
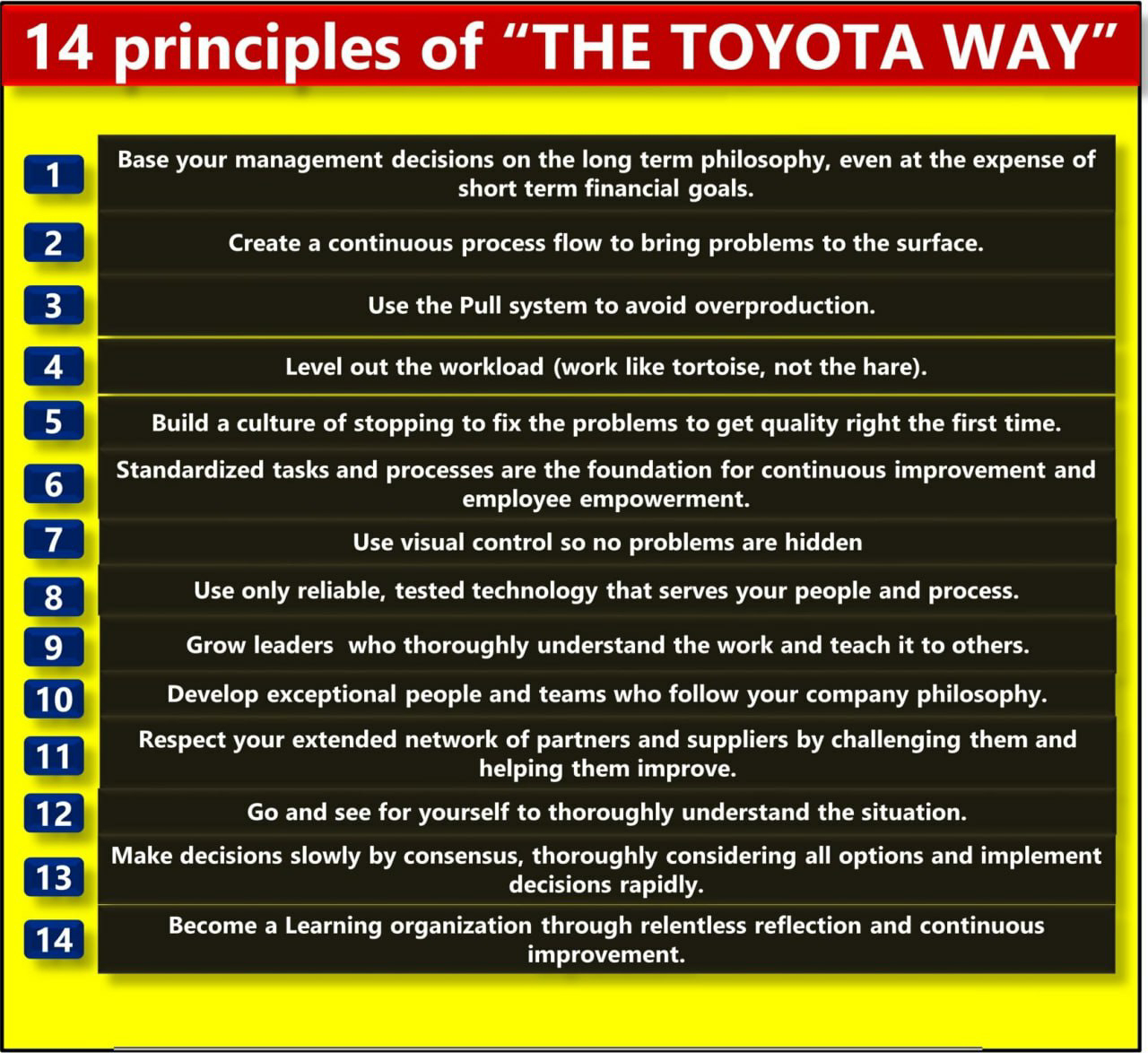
14 Principles of Toyota Production System
➡️ 14 Principles of Toyota Production System Explained
➡️ Visit us on Blogspost :
 https://monirtextile.blogspot.com
https://monirtextile.blogspot.com
➡️ Join us on LinkedIn: https://www.linkedin.com/in/moinr364836
Saturday, 23 December 2023
𝐁𝐆𝐌𝐄𝐀 𝐂𝐀𝐑𝐄𝐄𝐑 𝐒𝐔𝐌𝐌𝐈𝐓 & 𝐅𝐄𝐒𝐓 𝟐𝟎𝟐𝟑
SNOWTEX GROUP is participating in 𝐁𝐆𝐌𝐄𝐀 𝐂𝐀𝐑𝐄𝐄𝐑 𝐒𝐔𝐌𝐌𝐈𝐓 & 𝐅𝐄𝐒𝐓 𝟐𝟎𝟐𝟑 which is taking place on 23rd & 24th December 2023 at The BGMEA Complex in Uttara. Our stall exhibitors are ready to receive your CV.
যারা এখনো জব খুজছেন আপনারা আজ চলে যেতে পারেন বিজিএমইএ কম্পলেক্সে । সিভি ড্রপ করতে পারেন সেখানে।
ইভেন্টে ৪০টিরও বেশি স্বনামধন্য নিয়োগদানকারী প্রতিষ্ঠানসহ বেশ কিছু বিশ্ববিদ্যালয় অংশগ্রহণ করবে। দেশের সকল সরকারি-বেসরকারি বিশ্ববিদ্যালয়, টেক্সটাইল কলেজ, বিশেষায়িত শিক্ষাপ্রতিষ্ঠানের শেষ বর্ষের এবং প্রাক্তন শিক্ষার্থীরা যারা পোশাক শিল্পে চাকরি করতে ইচ্ছুক, তাদের সবার জন্য এখানে অবারিতভাবে সিভি ড্রপ এবং অন স্পট ইন্টারভিউ দেওয়ার সুযোগ উন্মুক্ত থাকবে।
ডেডলাইন: ২৪ ডিসেম্বর আগামীকাল
লোকেশন: বিজিএমইএ কম্পলেক্স



















Cycle Time
Cycle Time:

Cycle time is defined as the time duration from the starting point of a job to the starting point of the next job. This time is established from the observation data of an operator while working at a certain pace.
Example: In a sewing operation, pick up the first piece to pick up of second pieces is cycle time. In cycle time, material handling time is included with actual work time in a machine.
Cycle time = Machine Time + Material handling time.
Cycle time is also known as Observed Time.
Basic Time:
Basic time of a job is determined by multiplying rating factor to the observed time (cycle time). Basic time is also expressed as Normal time.
Basic time = (Observed time X Performance Rating)/100
Or
Basic Time = (Standard Time - Allowances)
In Basic Time no allowances are included.
Standard Time:
Standard time is the time allowed to an operator to carry out the specified task under the specified condition and defined level of performance. This is a standard definition for standard time.
Some additional time is added to the basic time to arrive standard time of a task. In practice, none can work throughout the day without taking rest. Operators need time for relaxation from fatigue. Various allowances are relaxation allowance, contingency allowance (like machine breakdown) and bundle allowance (for PBS system).
Standard Time = Basic Time + Allowances
The basic constituents of standard time are shown in the following chart. This chart shows how standard time is made up of the observed time and basic time of a job. (Click on the image to enlarge)
Basic Time and Standard Time
Chart: This shows how standard time is made up
Conclusion: For a specific task following conclusion can be drawn
Observed Time may be greater or lower than Basic Time.
Basic Time is always lower than Standard Time
To set Standard Time of a job you must add allowances to Basic Time (normal time)
Ikigai (生き甲斐, lit. 'a reason for being') is a Japanese concept
Ikigai (生き甲斐, lit. 'a reason for being') is a Japanese concept referring to something that gives a person a sense of purpose, a reason for living.
The term compounds two Japanese words: iki (生き, meaning 'life; alive') and kai (甲斐, meaning '(an) effect; (a) result; (a) fruit; (a) worth; (a) use; (a) benefit; (no, little) avail') (sequentially voiced as gai), to arrive at 'a reason for living [being alive]; a meaning for [to] life; what [something that] makes life worth living; a 'raison d'être'.
FOLLOW THESE 10 RULES TO FIND YOUR IKIGAI
1. Stay active and don’t retire.
2. Leave urgency behind and adopt a slower pace of life.
3. Only eat until you are 80 percent full.
4. Surround yourself with positive people & friends.
5. Get in shape through daily, gentle exercise.
6. Smile and acknowledge people around you.
7. Reconnect with nature.
8. Give thanks to anything that brightens your day and makes you feel alive.
9. Live in the moment.
10. Follow your ikigai.
Rules inspired by the book “Ikigai: The Japanese Secret to a Long and Happy Life” by Hector Garcia and Francesc Miralles.

Tuesday, 29 August 2023
সিভি লেখার সময় যে নিয়মগুলো মাথায় রাখতে হবে
সিভি লেখার সময় যে নিয়মগুলো মাথায় রাখতে হবে
ইন্টারভিউ বিষয়ক আমাদের পূর্ববর্তী ব্লগপোস্টে আমরা জেনেছিলাম ড্রিম জব পেতে হলে আমাদের বাধা হলো শুধু ইন্টারভিউ এবং সিভি। এদের মধ্যে সিভির গুরুত্বই বেশি, কারণ সিভি দেখে পছন্দ হলে তবেই না ইন্টারভিউয়ে ডাক আসে! আজকের ব্লগে আমরা এই বিষয়গুলো সম্পর্কেই জানবো, যেমন CV কি, সিভি ফরমেট, সিভি আর রেজুমের মধ্যে পার্থক্য। সাথে আলোচনায় আসবে সিভি লেখার নিয়ম, কিছু উপকারী টিপস, এবং শেষমেশ একটি আদর্শ সিভি কেমন হতে পারে তার হাতে-কলমে উদাহরণ। তবে আর দেরি কেন, চলুন শুরু করা যাক!
সিভি কি (What is CV) ?
সিভি (CV) তথা Curriculum Vitae (কারিকুলাম ভাইটা), ল্যাটিনে যার অর্থ দাঁড়ায় Course of Life. আমেরিকান বা ব্রিটিশ, দুই ইংরেজিতেই CV শব্দটির ব্যবহার রয়েছে। কোনো ব্যক্তির জীবনের শিক্ষাগত যোগ্যতা, পেশাগত দক্ষতা এবং এক্সট্রা কারিকুলার অ্যাক্টিভিটিজের বিবরণ সংক্ষেপে দেয়া থাকে সিভিতে। কর্পোরেট জগতে CV বলতে সাধারণত যা বোঝানো হয় তা আবার অ্যাকাডেমিয়ার CV থেকে আলাদা।
চাকরির বাজারে সিভি দিয়ে বোঝায় শর্ট সিভি যা সাধারণত দুই পৃষ্ঠার হয়ে থাকে, যাতে সংক্ষেপে মোটামুটি চাকরি-প্রার্থীর একটি ওভারভিউ দেয়া হয়ে থাকে। অ্যাকাডেমিয়ার জগতে সিভি বলতে হেভি এক্সটেনসিভ সিভিগুলো বুঝায়, যা অনেক বড় হয়; এমনকি ৬৯ পৃষ্ঠাও হতে পারে! এতে অন্য সবের পাশাপাশি পাবলিকেশনে ফোকাস করা হয়, যা অ্যাকাডেমিয়াতে আবেদন করতে গেলে অনেক গুরুত্বপূর্ণ। এমন একটি উদাহরণ দেখে আসতে পারেন এখান থেকে।
সিভি নাকি রেজুমে (CV or Resume) ?
CV আর রেজুমে, এই দুইটি নিয়ে আমরা প্রায়শই বিপত্তিতে পড়ি। এই দুইটির মধ্যে সুনির্দিষ্ট পার্থক্য পরিষ্কার করে জানা থাকলে আর বিপাকে পড়তে হবে না আশা করি। এনসাইক্লোপিডিয়া
ব্রিটানিকার তথ্যমতে, Résumé মূলত ফরাসি শব্দ Résumer থেকে এসেছে, যা বুঝায় “to summarize,” অর্থাৎ সিভি আর রেজুমের মূল পার্থক্য এর সাইজে তথা আকারে। আবার ইন্ডাস্ট্রিভেদে শব্দ দুইটি দুই অর্থ প্রকাশ করে থাকে। যেমন, চাকরির ক্ষেত্রে রেজুমে ব্যবহৃত হয় বেশি, আবার অ্যাকাডেমিয়াতে CV শব্দটির চল বেশি।
যদিও উত্তর আমেরিকার দেশগুলোতে- আমেরিকা, কানাডায় এই দুইটি অদল বদল করে ব্যবহৃত হয়। এখানে CV বলতে শর্ট সিভিকে বুঝায়, যা চাকরির জগতে, কর্পোরেট জগতেও সমানতালে ইউজ হয়। এমনটাই জানা যায়, ইউনিভার্সিটি অফ ক্যালিফোর্নিয়ার (ডেভিস) বরাতে। আমরা উদ্দিষ্ট নিবন্ধে CV বলতে কর্পোরেট জগতে চাকরির আবেদনের সময় যে CV তৈরি করতে হয়, সেটিকেই বোঝাব। সিভি আর রেজুমের পার্থক্য বিষয়ে আরও জানতে আমাদের এই ব্লগটি পড়ে ফেলুন!
সিভি লেখার নিয়ম: কী কী থাকা জরুরী?
সিভি অবশ্যই ঠিক ফরম্যাটে লিখতে হবে। এ ব্যাপারে আমরা সিভি ফরমেট সেকশনে সবিস্তারে জানবো, তবে সংক্ষেপে বলতে- সাব সেকশনগুলো ঠিকভাবে লিখতে হবে। যেমন প্রথমে হেডার, সেখানে কন্টাক্ট ডিটেইলস, তারপর পার্সোনাল প্রোফাইল শুরু। সেখানে সিভির অবজেক্টিভ/সামারি, এরপর চাকরির পূর্ব অভিজ্ঞতা, পড়াশোনা, স্কিল এবং অন্যান্য বিষয়াদি ঠিকঠাকভাবে দিতে হবে। এর মধ্যেই পড়বে- সঠিক ফন্ট বাছাই করা, লে-আউট ঠিক রাখা, অযথা অনেক বেশি ছবি না দেওয়া, অতিরিক্ত তথ্য দেওয়ার বদলে সুনির্দিষ্ট এবং প্রাসঙ্গিক তথ্য দেয়া ইত্যাদি।
অবজেক্টিভ (Objective)
সিভির অবজেক্টিভ/সামারি ঠিকঠাক মত লিখতে হবে। সামারি বা অবজেক্টিভ কী? এখানে আপনার ক্যারিয়ারে লক্ষ্য ও উদ্দেশ্য কী এ ব্যাপারে গুছিয়ে লিখুন, এটাই অবজেক্টিভ। আর আপনি যদি ইতোমধ্যেই অভিজ্ঞ হয়ে থাকেন, তবে সেই অভিজ্ঞতাটুকু সংক্ষেপে তুলে ধরাটা সামারি। কিন্তু এটা আবার এক লাইনে নামে মাত্র লিখে দিলেই হবে না, সাধারণত বলা হয় ১০০ শব্দে নাতিদীর্ঘ অথচ সারমর্মপূর্ণ প্যারাগ্রাফে লিখতে হবে।
কন্টাক্ট ইনফরমেশন (Contact Information)
কন্টাক্ট ইনফরমেশন সঠিকভাবে লিখতে হবে। পুরো নাম, প্রফেশনাল টাইটেল, ইমেইল, মোবাইল নাম্বার, লিঙ্কডইন এবং হোম অ্যাড্রেস দিতে হবে ঠিকভাবে। অনেকেই এখানে সামান্য ভুল করেন, সিকুয়েন্স ঠিক রাখেন না। এখানের সিকুয়েন্সটাও কিন্তু সমানভাবে গুরুত্বপূর্ণ। নামের আগেই যেমন লিঙ্কডইন আসবে না, তেমনি মোবাইল নাম্বারও কিন্তু লিঙ্কডইনের পরে যাবে না।
শিক্ষাগত যোগ্যতা (Educational Qualification)
শিক্ষাগত যোগ্যতাও সিভিতে সুন্দর করে দিতে হবে। নিজের পড়াশুনার বিবরণ ঠিক না হলে সেই প্রার্থীকে কেই বা নিতে চাইবে বলুন! তবে সুখবর হলো এই অংশটা বাকিগুলোর থেকে সহজতর। ডিগ্রির সাল, তারপর ডিগ্রির নাম, বিষয় এবং প্রতিষ্ঠানের নাম। অনার্স করে থাকলে সেটিও দিতে পারেন (অপশনাল)।
একটু হ্যাক বলে নিই, যদি আপনার প্রথম চাকরির আবেদন করতে যান, আর একদম ফ্রেশার হয়ে থাকেন অর্থাৎ অন্য কোনো জব এক্সপেরিয়েন্স নেই, সেক্ষেত্রে পড়াশোনার অংশটাই সিভিতে শক্তপোক্ত করে দিতে পারেন। পড়াকালীন কোনো এক্সট্রা-কারিকুলার অ্যাক্টিভিটিজ, এক্সট্রা ডিসিপ্লিন, কোর্স বা ক্লাবিং এর অভিজ্ঞতাগুলো যোগ করা যেতে পারে। এতে আপনার দক্ষতাগুলো এবং কাজের অভিজ্ঞতা সম্পর্কে তারা ভালো ধারণা পাবে।
কাজের অভিজ্ঞতা (Work Experience)
প্রাসঙ্গিক চাকরি বা কাজের অভিজ্ঞতা এবং আপনার বিভিন্ন অ্যাচিভমেন্ট সিভিতে দিতে হবে। খুব ব্যতিক্রম ছাড়া এটাই সিভির সবথেকে গুরুত্বপূর্ণ অংশ, এখানে আপনার পূর্ববর্তী সকল কর্মস্থলের কাজের এবং অর্জনের বিবরণ দেবেন। কিন্তু থামুন, একটু ভাবুন; বাকি প্রতিযোগীরাও তো এমনটাই করবেন, তাহলে আপনাকে আলাদা করে তুলবে কীসে? উপস্থাপনা দ্বারা নিজেকে স্বতন্ত্র করে পরীক্ষকদের কাছে তুলে ধরতে হবে আপনারই।
সবসময় মেজারেবল অর্থাৎ পরিমাপ করা যায়, এমন অর্জনগুলো হাইলাইট করে তুলে ধরার চেষ্টা করবেন। আর কী করেছেন তার থেকে বেশি গুরুত্ব যেন পায় কতটা সুচারুভাবে কাজগুলো আপনি করেছেন, আর তার ইমপ্যাক্টটা কতটুকু ছিল। আর সেই নিরিখে বর্তমান কোম্পানিকে আপনি কী কী অফার করতে পারবেন। সবকিছু ব্যাটে বলে মিলে গেলেই না, ইন্টারভিউয়াররা বলে উঠবে এই লোককেই তো আমাদের চাই!
স্কিল (Skill)
সিভিতে চাকরির পোস্টের সাথে প্রাসঙ্গিক স্কিলগুলো দিতে হবে। একবিংশ শতকে এসে নিশ্চয়ই এই স্কিল বিষয়টার গুরুত্ব নতুন করে বলে দিতে হবে না। তবে এই স্কিল সেকশনে যা মাথায় রাখতে হবে, তা হলো রিলেভেন্স বা প্রাসঙ্গিকতা। যেখানে অ্যাপ্লাই করছেন সেখানকার জবের সাথে যে দক্ষতাটা যায়, খাপ খায় সেটিই দিন।
নচেৎ আপনার একটা কোর্সেরা বা ইউডেমি সার্টিফিকেট থাকলেই যে সেটি ঢুকিয়ে দিতে হবে তা কিন্তু নয়। এজন্যই জব ডেসক্রিপশন পড়া এত জরুরি। সবথেকে ভালো হয়, একটা স্প্রেডশিটে নিজের সব স্কিলগুলো নোট ডাউন করে ফেলুন, এতে খুঁজে পেতে সুবিধা হবে, আর নির্বাচন করতেও।
রেফারেন্স (Reference)
রেফারেন্স হিসেবে কখনোই আত্মীয় স্বজনকে রাখবেন না। আপনার কোন শিক্ষক অথবা কর্মস্থলে আপনার সিনিয়র কাউকে রাখতে পারলে ভালো হয়। যাদেরকেই রাখুন না কেন অনুমতি নিয়ে নিন। সিভিতে কখনোই ভুল তথ্য দিবেন না।
সিভি লেখার নিয়ম: সিভি ফরমেট
পৃথিবীর সব সিভির ফরম্যাটে আপনাকে নাম, ঠিকানা, কন্টাক্ট, লিঙ্কডইন ইত্যাদি দিতে বলবে। আপনাকে ক্যারিয়ার অবজেক্টিভ লিখতে বলবে, আপনাকে আপনার কাজগুলো ফুটিয়ে তুলতে বলবে। আপনার একাডেমিক ও প্রফেশনাল অর্জনগুলো উল্লেখ করতে হবে। আপনি কি কি ট্রেনিং করেছেন সেসব লিখতে হবে। আপনার কম্পিউটার স্কিল, সফট স্কিল আপনি যদি কাজই না করেন, তাহলে যত রঙ্গিন ফরম্যাটেই আপনার CV দেন না কেন, আপনি কি ইন্টারভিউ কল পাওয়ার যোগ্য দাবিদার?
ব্লগের এই অংশে আমরা সিভির ফরম্যাটিং সম্পর্কে খুব খুঁটিনাটি পর্যায়ে আলাপ সারবো। সরাসরি কথায় প্রবেশ করি, মার্জিন কম রাখুন। গুগল ডক বা মাইক্রোসফট ওয়ার্ড যেটাতেই CV লিখুন, খেয়াল করলে দেখবেন মার্জিন কিন্তু কাস্টমাইজেশন করে নেয়া যায়। যদি আপনার তথ্য বেশ ভালো পরিমাণে হয়, এবং মার্জিন দরকারের অতিরিক্ত বড় দেয়া থাকে বাই ডিফল্ট, সেক্ষেত্রে কমিয়ে ফেলুন। কারণ, আমরা সবাই জানি CV সচরাচর ২ পৃষ্ঠা হয়ে থাকে, এরপর প্রতি ১০ বছরের অভিজ্ঞতার দ্বারা ১ পৃষ্ঠা করে বাড়ে। তাই অযথা জায়গা খরচের মানে নেই।
ব্যক্তিগত কন্টাক্ট ডিটেইলস প্রয়োজনের অতিরিক্ত দেয়ার দরকার নেই। এতে জায়গা বেশি লাগে এবং কাজের জিনিস দেয়ার জায়গা থাকে না। এর উদাহরণ ধরুন, আপনার নিজের, বাসার, এবং অফিসের সেলফোন নম্বর দিলেন, বা একাধিক মেইল দিলেন যার দরকার নেই বলতে গেলে। একটা দেয়াই যথেষ্ট। সেকশনগুলো ভালো করে আলাদা করুন। দেখে যেন বোঝা যায়, এগুলো আলাদা আলাদা সাব-সেকশন। হেডিংগুলো একটু বড় দিন, সাধারণ লেখার তুলনায়। অবশ্যই ফ্ল্যাশি, স্পোর্টি ফন্ট অ্যাভয়েড করুন, সাদামাটা ফর্মাল ফন্ট ব্যবহার করুন, যেমন টাইমস নিউ রোমান, বা কন্সটানশিয়া বা এরিয়ালই রাখতে পারেন।
ফরম্যাট নয়, কাজগুলোকে সুন্দরভাবে ফুটিয়ে তোলাটাই সিভির সবচেয়ে বড় চ্যালেঞ্জ।
বিশাল প্যারাগ্রাফের বদলে সংক্ষেপে মূলকথা লিখুন, সম্ভব হলে বুলেট পয়েন্টে। বুলেট পয়েন্ট ব্যবহার করুন পূর্বের জব অভিজ্ঞতার কথা বলার সময়। আগের চাকরির দায়িত্বগুলো পয়েন্ট করে করে লিখুন, গদ্য করে লেখার বদলে। এক পৃষ্ঠা থেকে অন্য পৃষ্ঠার ট্রানজিশন যাতে মসৃণ হয়, সেদিকে খেয়াল রাখুন। কোনো পৃষ্ঠায় যে পয়েন্ট শুরু করেছেন, তা সেখানেই শেষ করুন। অর্ধেক লিখে বাকি অর্ধেকের জন্য পরের পৃষ্ঠায় যাবেন না। এগুলো দৃষ্টিকটু। আর ভুলেও বানান ভুল করা যাবে না, টাইপো একদম যেন না হয়। একটা বানান ভুল, আর আপনার চাকরি না পাওয়ার সম্ভাবনা বেড়ে শতের কাছাকাছি চলে যাওয়া!
মনে রাখবেন, সিভির ফরম্যাট ভালো হলেই তা পড়ে দেখার চান্স বাড়ে। সেই সাথে বাড়ে ইন্টারভিউ কলে ডাক পাবার সম্ভাবনাও। তাই CV নিজ ডিভাইসে সেইভ করুন ডক ফাইল হিসেবে। কারণ প্রতি সেমিস্টারে (অথবা চাকরিজীবীদের জন্য প্রতিটি প্রতিষ্ঠানে কাজের সুবাদে কিছুদিন পরপর) তো আপডেট হবে সেটি। ফাইলের নামটা ঠিক করে লিখুন। “My CV.doc” এজাতীয় নাম বাদ দিতে হবে আজ থেকেই। এই নাম দেখলে স্বভাবতই রিক্রুটারদের আগ্রহ কমে যাবে আপনার প্রতি। নাম হবে “নিজের নাম” স্ল্যাশ বা আন্ডারস্কোর সিভি ডট পিডিএফ (Name_CV.pdf). আর হ্যাঁ, সিভিটা তাদের অবশ্যই পাঠাবেন পিডিএফ হিসেবে।
সিভি লেখার নিয়ম: কিছু টিপস
আসলে সিভির ফরম্যাটিং বলি আর গাইডলাইন বলি উপরের পয়েন্ট দুটোতেই টিপস যা দেয়ার তা ইতোমধ্যেই দেয়া হয়ে গেছে। তবুও ছোট করে কিছু টোটকা বলে রাখি এ পর্যায়ে এসে। মনোযোগ দিয়ে যে প্রতিষ্ঠানে আবেদন করছেন সেখানের সম্পর্কে রিসার্চ/স্টাডি করুন। সেখানের কালচারের সাথে কিছুটা সামঞ্জস্য কিন্তু রাখতে হবে সিভিতেও। আবার কিছু ভোকাবুলারিগত দক্ষতা রাখতে হবে আপনাকে, এটি বাকি আর দশটা CV থেকে এগিয়ে রাখবে আপনার সিভিকে। আর সিভিতে প্রদত্ত তথ্যে কোনো অস্পষ্টতা রাখা যাবে না।
CV সুস্পষ্ট হতে হবে, আর হতে হবে নাতিদীর্ঘ। শেষমেশ রিলেভেন্সি থাকতে হবে, অপ্রাসঙ্গিক কিছু থাকা যাবে না সিভিতে। পরীক্ষকদের কাছে দিনে শতশত, কখনও বা হাজারে হাজার সিভি আসে। সেসবের মাঝে যাতে আপনারটা নজরে আসে, সেজন্য চোখে পড়ার মতো করে লিখতে হবে। আর এক সিভি সবাইকে না পাঠিয়ে টার্গেট অর্গানাইজেশন অনুযায়ী এডিট করে ফাইন টিউন করে পাঠাবেন, এতে ভালো ফল পাওয়া যাবে।
CV লেখার নিয়ম: কমন কিছু ভুল
সঠিক ই-মেইল ঠিকানা ব্যবহার না করা
আমরা অনেক সময় pandalover@gmail.com বা iamthegreat@yahoo.com এই ধরণের ই-মেইল ব্যবহার করে থাকি। কিন্তু এই ধরণের ই-মেইল ব্যবহার করা একদম উচিত নয়। সব সময় নিজের নামের সাথে মিলিয়ে সংক্ষিপ্ত ই-মেইল ঠিকানা খোলার চেষ্টা করুন। প্রয়োজনে শুধুমাত্র চাকরি বা প্রফেশনাল কাজের জন্য আলাদা ই-মেইল ঠিকানা ব্যবহার করতে পারেন।
ই-মেইল করার সময় সঠিক সাবজেক্ট বা বিষয় লিখা
যে প্রতিষ্ঠানে চাকরির জন্য আবেদন করবেন, সে প্রতিষ্ঠান কী ধরণের ফরমেট অনুসরণ করে আপনার সিভি পাঠাতে বলেছে সেটি ভালোভাবে অনুসরণ করুন। সাবজেক্ট বা বিষয়ে “CV” বা “My CV” এই কথাগুলো লিখবেন না। আপনি যে প্রতিষ্ঠানে আবেদন করবেন তাদের কাছে এমন নামে শত শত সিভি জমা পড়ে।
ই-মেইলের সাবজেক্ট বা বিষয়ে Spelling Mistake বা Grammatical Mistake
এই ধরণের ভুল থাকলে আপনার সম্পর্কে প্রথমেই রিক্রুটারের একটি নেতিবাচক ধারণা হয়ে যাবে। চেষ্টা করুন এই ধরণের ভুলগুলো এড়িয়ে চলার। কোন বানান বা গ্রামার নিয়ে কনফিউশন থাকলে নিশ্চিত হয়ে তারপর ব্যবহার করুন।
সিভি বা আপনার জীবনবৃত্তান্ত সঠিক নামে সেভ করুন
আপনার CV বা জীবনবৃত্তান্তর ফাইলটিকে সঠিক নামে সেভ করুন। “CV”, “My CV”, “Curriculum Vitae” এই ধরণের নাম ব্যবহার করা থেকে বিরত থাকুন। কারণ, এই ধরণের নাম ব্যবহার করলে শত শত সিভির মধ্যে আসলে আপনার CV কোনটা এটা বের করা কঠিন হয়ে পড়ে। এই ক্ষেত্রেও “Name_CV.pdf” এই ধরনের ফরমেট ব্যবহার করতে পারেন।
সিভি এবং ছবি আলাদাভাবে পাঠানো
CV এবং আপনার ছবি সবসময় একসাথে পাঠাবেন। রিক্রুটারের এত সময় নেই যে তিনি শত শত সিভির মধ্যে আপনার সিভির জন্য আলাদাভাবে আবার ছবি খুঁজে বের করবেন।
সিভি সঠিক ফরমেটে না পাঠানো
অনেকে নিজের CV ইমেজ/মাইক্রোসফট ওয়ার্ড ফরমেটে পাঠান। কিন্তু অনেকগুলো ইমেজ একসাথে জোড়া দিয়ে, সিরিয়াল করে সাজিয়ে আপনার CV দেখার মত সময় আসলে রিক্রুটারের থাকে না। আবার আপনি যদি মাইক্রোসফট ওয়ার্ডে CV পাঠান তাহলে দেখা যায় আপনি হয়ত এমন কোন ফন্ট ব্যবহার করেছেন যা ওই প্রতিষ্ঠানের কম্পিউটারে সাপোর্ট করে না/ অনুপস্থিত। এতে আপনার সিভিটা খুললে রিক্রুটার কিছু সাংকেতিক চিহ্ন ছাড়া কিছুই দেখবেন না।
মাইক্রোসফট ওয়ার্ড ফাইলে CV প্রিন্ট করার সময় Enable Editing করতে হয়। অনেক সময় আপনার সিভিটা পর্যবেক্ষণ করার সময় কী-বোর্ডে চাপ লেগে বানান বা গুরুত্বপূর্ণ কিছু, যেমনঃ আপনার ফলাফল/CGPA পরিবর্তন হয়ে যেতে পারে। এই ধরনের সমস্যার সহজ সমাধান হল আপনার সিভিটা PDF করে ই-মেইল করুন। বর্তমানে অনেকেই নিজের ড্রাইভ থেকে CV শেয়ার করে থাকেন। বিষয়টা খুবই স্মার্ট। তবে সবচেয়ে ভালো হচ্ছে PDF করে CV ইমেইল করা।
সিভি লেখার সময় যে নিয়মগুলো মাথায় রাখতে হবে 6CV লেখার নিয়ম: কমন কিছু ভুল
বাংলা ভাষায় ই-মেইলের বিষয় বা সাবজেক্ট লিখা
বিষয়টা দোষের কিছু না। কিন্ত গুগল বা অন্যান্য প্রতিষ্ঠান যারা এই ধরণের সেবা দিয়ে থাকে তারা এই ধরণের বিষয়গুলোকে ভালোভাবে নেয়না। যার ফলাফল হিসেবে এই ধরনের ই-মেইল গুলোকে Spam বা Junk ই-মেইল হিসেবে চিহ্নিত করে। তাই ই-মেইলের বিষয় সবসময় ইংরেজিতে লিখায় ভালো।
সিভি লেখার সময় যে নিয়মগুলো মাথায় রাখতে হবে 7
“আগে দর্শনধারী পরে গুণবিচারী”
প্রবাদটার মূল কথা হল আগে বিচার করা হয় কোন জিনিস দেখতে কেমন তারপর বিচার করা হয় সেটার কী কী গুণ আছে। আপনার সিভির ক্ষেত্রেও একই প্রবাদ প্রযোজ্য। CV যতটা সাধারণের মধ্যে সুন্দরভাবে উপস্থাপন করা যায় সেটি চেষ্টা করুন। অতিরঞ্জিত করবেন না।
এমন কোন ফন্ট বা ফন্টের সাইজ ব্যবহার করবেন না যার ফলে লিখাগুলো স্পষ্টভাবে বোঝা না যায়। তথ্যগুলো এলোমেলোভাবে না দিয়ে সাজিয়ে দেওয়ার বা ক্রমানুসারে দেওয়ার চেষ্টা করুন। যেমন: সর্বশেষ যে ডিগ্রী অর্জন করেছেন সেটি প্রথমে লিখুন এভাবে ক্রমান্বয়ে পূর্বের ডিগ্রী বা শিক্ষাগত যোগ্যতা সম্পর্কে লিখবেন।
সিভি পাঠানোর সময় ই-মেইলের বডিতে কোন কিছু না লিখা
আমরা অনেকেই CV পাঠানোর সময় ই-মেইলের বডি ফাঁকা রেখে দিই। কিন্তু কাজটি করা একদম ঠিক নয়। আপনি যেই ব্যক্তিকে আপনার CV পাঠাচ্ছেন সেই ব্যক্তি অবশ্যই কোন প্রতিষ্ঠানের উর্ধ্বতন কর্মকর্তা, তাকে সম্বোধন করে কিছু লিখুন। তাকে ফরমাল ভাষায় আপনার কভার লেটার এবং CV পড়ার জন্য অনুরোধ করুন।
সিভির সাথে কভার লেটার সংযুক্ত না করা
অনেকে আবেদনের বিপরীতে শুধু সিভি পাঠিয়ে দেন, কভার লেটার পাঠান না। কিন্তু কভার লেটার না চাইলেও আপনার উচিত কভার লেটার আপনার সিভির সাথে সংযুক্ত করা। কভার লেটারে উল্লেখ করুন উক্ত চাকরির জন্য আপনি কেন যোগ্য, আপনি যদি ফ্রেশার হন তাহলে উল্লেখ করুন চাকরিটির ব্যাপারে আপনার আগ্রহ কতটা, আপনার স্কিল আর জ্ঞান কিভাবে এই চাকরিতে আপনাকে সাহায্য করবে ইত্যাদি।
কভার লেটার আর CV একসাথে পাঠাবেন, অবশ্যই PDF ফরমেটে। অনেকে ই-মেইলের বডিতে কভার লেটার লিখে দেন এটা করা উচিত না। আলাদাভাবে কভার লেটার তৈরী করে CV এবং কভার লেটার একসাথে পাঠান।
ভুলগুলো বড় কোন ভুল নয়, খুবই ছোট ছোট আর সূক্ষ্ম ভুল। একটু মনোযোগ আর সচেতনতার সাথে সময় নিয়ে কাজগুলো করলে এই ধরণের ভুলগুলো খুব সহজেই এড়িয়ে যাওয়া সম্ভব। নতুবা দেখা যাবে এই ছোট ভুলগুলোই আপনার স্বপ্নের ক্যারিয়ার শুরুর পথে সবচেয়ে বড় বাধা হয়ে হয়ে দাড়িয়েছে।
CV লেখার নিয়ম: যে শব্দগুলো এড়িয়ে চলা উচিত
১। “Can Do Any Work”
আমরা অনেকেই ক্যারিয়ার অবজেক্টিভ বা অন্য জায়গায় লিখি “আমরা যে কোন ধরনের কাজ করতে রাজি।” মনে রাখবেন, কোম্পানি যে পদের জন্যে বিজ্ঞপ্তি দিয়েছে শুধুমাত্র এই সংশ্লিষ্ট কাজকে ফোকাস করে ক্যারিয়ার অবজেক্টিভ লিখতে হবে।
২। “Is Required”
অনেকের ক্যারিয়ার অবজেক্টিভে পাওয়া যায় যে তার কাজ করার জন্যে ভালো পরিবেশ লাগবে। আপনার কী প্রয়োজন সেরকম যে কোন শব্দ বা বাক্য বা বাক্যাংশ আপনার সিভিতে থাকলে নিশ্চিত থাকুন, আপনি ইন্টারভিউতে কল পাবেন না। কোন কোম্পানি আপনার প্রয়োজন অনুযায়ী আপনাকে নিয়োগ দিবে না। নিজেকে কাজের মাধ্যমে তুলে ধরুন।
৩। “Results-Oriented Professional”
অনেকে মনে করেন এরকম কিছু কথা লিখলেই বুঝি চাকরিদাতা খুব খুশি হয়ে যাবেন। সকলেই ফলাফলের উদ্দেশ্যে কাজ করে। কিন্তু কাজ করার ক্ষেত্রে শুধুমাত্র ফলাফলটুকুই বিবেচ্য হয়। বল প্রয়োগের পর বস্তুর অবস্থান অপরিবর্তিত থাকলে তাকে কাজ করা বলে না, এর জন্য আপনি যত শ্রমই দিন না কেন এটা কাজ নয়। সুতরাং সিভিতে এরকম গদবাধা কিছু না লিখাই উত্তম।cv কি
৪। “Cross-Functional Teams”
এই ফ্রেসটির মানে হচ্ছে ভিন্ন ভিন্ন ডিপার্টমেন্ট থেকে ভিন্ন ভিন্ন লোকের একটি কমন উদ্দেশ্য সাধনের জন্যে কাজ করা। খুব স্বাভাবিক যে একদম উচ্চপদস্থ লোক ছাড়া এরকম কাজ করতে পারাটা বেশ কঠিন। অনেকে CV বড় করতে কিছু মিথ্যা তথ্যও জুড়ে দেই। ব্যাপারটা অনেকটা এমন যে চাকরিপ্রার্থী যেকোন কাজ করতে পারবে। কিন্তু বাস্তবে এরকম শব্দমালার ব্যাবহার নতুনদের সিভিতে থাকলে তাকে আর ইন্টারভিউতে ডাকার জন্যে বিবেচনা করা হয় না।
৫। “More than [x] years of progressively responsible experience”
ধরুন, আপনার ৯ বছরের অভিজ্ঞতা। অনেকে সাড়ে নয় বছরের অভিজ্ঞতা একটু জোরদার আকারে জানাতে লিখে ফেলেন নয় বছরের চেয়েও বেশি। কিন্তু এই বেশি মানে তো ১০ বছর নয়। তাই, অযথা এরকম শব্দের ব্যবহার মানব সম্পদ বিভাগের ঝানু লোকেরা খুবই অপছন্দ করেন।cv লেখার নিয়ম
৬। “Superior communication skills”
স্মার্ট লোকেরা নিজেদের কাজের মাধ্যমেই নিজেদের যোগ্যতা প্রকাশ করেন। তারা কখনো উল্লেখ করেন না যে তাদের যোগাযোগের দক্ষতা ভালো। তাদের কাজই তাদের দক্ষতার প্রতিফলন ঘটায়। সিভিতে কোনভাবেই কোন ভুল তথ্য দিবেন না। মিথ্যা তথ্য ধরা পড়লেও আপনি চাকরি পাওয়ার সম্ভাবনা হারাবেন। অনেকে সিভি পাঠান কিন্তু ইন্টারভিউ কল পান না, আপনার সিভিতে এই কিলার ফ্রেজগুলো থাকলে আজই সরিয়ে ফেলুন সিভি থেকে। আশা করি, ভালো ফল পাবেন।
চাকরির জন্য সিভি লেখার নিয়ম: কিছু প্রশ্নের উত্তর
সিভি কয় পেইজ হওয়া ভালো?
সাধারণত ফ্রেশারদের জন্য সিভি এক পেইজের মধ্যে হওয়াই ভালো। কিন্তু খেয়াল রাখতে হবে যাতে ফ্রেশার অবস্থায় সিভি কোন ভাবেই দুই পেইজের বেশি না হয়। ফ্রেশার থেকে শুরু করে ১০ বছরের জব এক্সপেরিয়েন্স পর্যন্ত সিভি হতে হবে দুই পেইজের মধ্যে। এরপর ১০ বছরের অভিজ্ঞতা ছাড়িয়ে গেলে আর একটি পেইজ বাড়াতে পারেন। বাড়তি পেইজ নয় বরং কাজ দিয়ে সিভি তৈরি করুন।
ক্যারিয়ার সামারি কীভাবে লিখব?
আমার মতে, সামারি হয় বড় কোনো জিনিসের। যেমন ধরুন, আপনি ১৫ বছর জব করেছেন, তাহলে আপনার ক্যারিয়ারটা অনেক বড়, এটার সামারি হতেই পারে। কিন্তু আপনি জব করেছেন ২ বছর, এক বছর, আপনার ক্যারিয়ার তো মাত্র শুরু, এখানে কেন সামারি হবে? আপনার থাকবে ক্যারিয়ার অবজেক্টিভ, সামারি নয়। যদিও আমাদের দেশের জব পোর্টালগুলো ক্যারিয়ার সামারি দিতে বলে, কিন্তু সেটা সবার জন্য নয়। সেটা সিনিয়রদের জন্য। জুনিয়রদের থাকে অবজেক্টিভ, সিনিয়রদের থাকে সামারি।
সিভিতে কাকে রেফারেন্স রাখব?
ফ্রেশারদের ক্ষেত্রে একজন শিক্ষক ও একজন প্রফেশনাল লোককে রেফারেন্স রাখা ভালো, কিন্তু এরপর থেকে আর শিক্ষককে রেফারেন্স না রাখাই ভালো। কারণ, শিক্ষকরা অনেককেই পড়ান, সবাইকে মনে রাখা তো আর সম্ভব না, কাজেই আপনার সম্পর্কে কেউ জানতে চাইলে শিক্ষক যদি আপনাকে চিনতেই না পারে, তাহলে হিতে বিপরীত হবার সুযোগ বাড়ে।
সিভির ফন্ট কী দিবো, কত সাইজের ফন্ট দিবো? টাইমস নিউ রোমান দিবো, নাকি অন্য কিছু দিবো?
দেখুন, আপনি টাইমস নিউ রোমান ফন্টে সিভি লিখলেন নাকি লিখলেন না, তা আপনার জব পাওয়া নিশ্চিত করবে না। যে কোনো ভালো ফন্ট ব্যবহার করা যেতে পারে, আঁকা-বাঁকা ফন্ট ব্যবহার করবেন না যেটা চোখে দেখতে খারাপ লাগে। কাজকে ফোকাস করুন যে কোনো দৃষ্টিনন্দন ফন্ট দিয়ে। সিভিতে কোনো কালার, শেড, বক্স ইত্যাদি দিবেন না।
চাকরির আবেদন
আর সুন্দর করে সিভি সাজিয়ে ঘরে বসিয়ে রেখে তো লাভ নেই। দেশ-বিদেশের কোম্পানিগুলোতে আবেদন করতে থাকুন। আর মনে রাখতে হবে গত অনুচ্ছদে বলা শেষ কথাটা, সব অর্গানাইজেশনে একই সিভি না পাঠানোই ভালো। প্রতিষ্ঠানভিত্তিক এডিট করে কাস্টমাইজড সিভি পাঠাতে হবে। তাহলে আর দেরি না করে, নিজের সিভিটি প্রস্তুত করে ফেলুন। আর নানান প্রতিষ্ঠানে আবেদনের মাধ্যমে কর্পোরেট জগতকে নিজের আগমনধ্বনি জানিয়ে দিন
Sunday, 23 April 2023
Good tips for sewing
Good tips for sewing

Hello My Industrial Engineer I am glad to be back & share this video with you, which shows Good tips for sewing and produce high productivity as well as increase line efficiency . Here i want to introduce few critical process video for better understanding by pickup processing and dispose. Use this method helper marking by a set of production effectively operation presenting by visual live video.
Critical process development is very important terms in sewing section also Exclusive operation for line and floor efficiency and reduce helper as well as increase wealth of goods. You won't find it elsewhere, till now.
This video help you to overview micro parts of garments, when you can visualize it increase yourself and fresh graduates also be confident to your fashion preference.
Please watch this video and let me know how you liked it.
The approximate circle length should be Measure chart (M-chart 📊) chest or to your fashion preference.
Video link 🔗
https://youtu.be/3g9GK19yAgg
Timestamp
00:00 Placket join Shirt, panjabi, men's ware, women's wear
00:29 Zipper join Shirt, panjabi, men's ware, women's wear
01:06 Ribbon turning
01:14 Fabric gathering by gathering guide
01:19 Panel gathering and two part join
Like my facebook page :
https://www.facebook.com/IE.RMG
Thank you so much for giving me your precious time by watching my videos.
Thank you for your encouragement by nice words.
Thank you for spreading the joy of Industrial Engineer - RMG.
No Matter What. It's what, keeps us alive!
Please keep supporting me by Subscribe youtube.com/@IERMG, Like, Comment & Share with your friends and family:)
Industrial engineering is concerned with the design, improvement, and installation of integrated systems of people, material, information, equipment, and energy. Industrial engineering science and knowledge play a very important role in the development of the industrial revolution. Manufacturing sector which is the work area for industrial engineering is currently undergoing a fourth revolution.
'' Now is the time to innovation for RMG.
Creating a clothing brand of its own in the world & introducing all kind of quality''
Industrial engineering is an engineering profession that is concerned with the optimization of complex processes, systems, or organizations by developing, improving and implementing integrated systems of people, money, knowledge, information and equipment.
©Moniruzzaman Monir (Industrial Engineer), B. Sc in Textile Engineer, City University | HRDIR - Jahangirnagar University | PGD-KIM - Brac University
⚠️ Declaration of awareness :
👉 Be positive
👉 Need proper training
👉 Be positive all departments & management
👍 Respect all peoples.
N. B: Let's Try to help this trade as well as increase wealth of our country.
🇧🇩
-~-~~-~~~-~~-~-
Please watch:
Sleeve join and sticker remove https://youtu.be/l10SXi9HDI0
Waist belt join https://youtu.be/hFRnejlRc4M
Hair Band make https://youtube.com/live/nZ1SlPgMcy8?feature=share
Sleeve function: https://www.youtube.com/playlist?list=PLJvY9X_vlxGsfR6XX_Mo4d_mPzU1U3YiJ
Back pocket join by automatic machine https://youtube.com/shorts/gs9iPLNf8M8?feature=share
Top 09 Quick Answers to Questions You'll Encounter on the Job Interview Front.
https://youtu.be/ZXemOFqorgM
Automatic Fabric Cutting: https://www.youtube.com/playlist?list=PLJvY9X_vlxGsF0qFEaIjVsEYbYU8s1pBH
Garments Video: https://www.youtube.com/playlist?list=PLJvY9X_vlxGvsiEmhqOmJSB3_r8JcoUP2
Button Function: https://www.youtube.com/playlist?list=PLJvY9X_vlxGsnudkTirzHkbIqPB9FZPPu
Leggings Full Layout: https://www.youtube.com/playlist?list=PLJvY9X_vlxGvOjsFlj_FLtfQqmaozpfA-
T-shirt 👕 full operation: https://www.youtube.com/playlist?list=PLJvY9X_vlxGvC0hpgm8Z8EwY8WyiB14iI
KANBAN Section (Super Market) | Garments - Toyo: https://www.youtube.com/playlist?list=PLJvY9X_vlxGtOcRIFTo4f8SGVr9rc0Yrl
Cutting section (Sticker less) - Toyo: https://www.youtube.com/playlist?list=PLJvY9X_vlxGuzoHe6JXcaz2MoqmNJpJL0
Boxer plannel joint https://youtu.be/CjisOQpTRGk
Difference between SAM and SMV https://youtu.be/D5YtSItEoBk
Common formulas of IE https://youtu.be/jbsPoTaLlQE
Wednesday, 19 April 2023
Sleeve join and sticker remove
Sleeve join and sticker remove

Hello My Industrial Engineer I am glad to be back & share this video with you, which shows #Sleeve #join and sticker remove by #overlook 2N4T and produce high productivity as well as increase line efficiency . Here i want to introduce waist belt join process video for better understanding by pickup processing and dispose. Use this method helper marking by a set of production effectively operation presenting by visual live video.
Sleeve join process development is very important terms in sewing section alos Exclusive operation for line and floor efficiency and reduce helper as well as increase wealth of goods. You won't find it elsewhere, till now.
This video help you to overview micro parts of garments, when you can visualize it increase yourself and fresh graduates also be confident to your fashion preference.
Please watch this video and let me know how you liked it.
The approximate circle length should be Measure chart (M-chart 📊) chest or to your fashion preference.
Chapter
00:00 Sleeve join and sticker remove intro
00:13 Sleeve join and sticker remove by overlook machine
02:38 Method study description & symbol
02:46 Motion and Film Analysis
07:33 sleeve join by overlook machine
Video link 🔗
https://youtu.be/l10SXi9HDI0
Like my facebook page :
https://www.facebook.com/IE.RMG
Thank you so much for giving me your precious time by watching my videos.
Thank you for your encouragement by nice words.
Thank you for spreading the joy of Industrial Engineer - RMG.
No Matter What. It's what, keeps us alive!
Please keep supporting me by Subscribe youtube.com/@IERMG, Like, Comment & Share with your friends and family:)
Industrial engineering is concerned with the design, improvement, and installation of integrated systems of people, material, information, equipment, and energy. Industrial engineering science and knowledge play a very important role in the development of the industrial revolution. Manufacturing sector which is the work area for industrial engineering is currently undergoing a fourth revolution.
'' Now is the time to innovation for RMG.
Creating a clothing brand of its own in the world & introducing all kind of quality''
Industrial engineering is an engineering profession that is concerned with the optimization of complex processes, systems, or organizations by developing, improving and implementing integrated systems of people, money, knowledge, information and equipment.
©Moniruzzaman Monir (Industrial Engineer), B. Sc in Textile Engineer, City University | HRDIR - Jahangirnagar University | PGD-KIM - Brac University
⚠️ Declaration of awareness :
👉 Be positive
👉 Need proper training
👉 Be positive all departments & management
👍 Respect all peoples.
N. B: Let's Try to help this trade as well as increase wealth of our country.
🇧🇩
-~-~~-~~~-~~-~-
Please watch:
Waist belt join https://youtu.be/hFRnejlRc4M
Hair Band make https://youtube.com/live/nZ1SlPgMcy8?feature=share
Sleeve function: https://www.youtube.com/playlist?list=PLJvY9X_vlxGsfR6XX_Mo4d_mPzU1U3YiJ
Back pocket join by automatic machine https://youtube.com/shorts/gs9iPLNf8M8?feature=share
Top 09 Quick Answers to Questions You'll Encounter on the Job Interview Front.
https://youtu.be/ZXemOFqorgM
Automatic Fabric Cutting: https://www.youtube.com/playlist?list=PLJvY9X_vlxGsF0qFEaIjVsEYbYU8s1pBH
Garments Video: https://www.youtube.com/playlist?list=PLJvY9X_vlxGvsiEmhqOmJSB3_r8JcoUP2
Button Function: https://www.youtube.com/playlist?list=PLJvY9X_vlxGsnudkTirzHkbIqPB9FZPPu
Leggings Full Layout: https://www.youtube.com/playlist?list=PLJvY9X_vlxGvOjsFlj_FLtfQqmaozpfA-
T-shirt 👕 full operation: https://www.youtube.com/playlist?list=PLJvY9X_vlxGvC0hpgm8Z8EwY8WyiB14iI
KANBAN Section (Super Market) | Garments - Toyo: https://www.youtube.com/playlist?list=PLJvY9X_vlxGtOcRIFTo4f8SGVr9rc0Yrl
Cutting section (Sticker less) - Toyo: https://www.youtube.com/playlist?list=PLJvY9X_vlxGuzoHe6JXcaz2MoqmNJpJL0
Boxer plannel joint https://youtu.be/CjisOQpTRGk
Difference between SAM and SMV https://youtu.be/D5YtSItEoBk
Common formulas of IE https://youtu.be/jbsPoTaLlQE
Wednesday, 29 March 2023
SMV বলতে কি বুঝ??
Q. No-1) SMV বলতে কি বুঝ??

SMV শিল্প প্রতিষ্ঠানে বহুল ব্যবহৃত একটি বিষয়। উৎপাদনমুখী প্রায় সকল শিল্প-প্রতিষ্ঠানে SMV ব্যবহৃত হয়। বিশেষ করে গার্মেন্টস শিল্পে SMV একটি অতি পরিচিত একটি শব্দ।
SMV মানে হল Standard Minute Value বা আদর্শ সময় মান। অর্থাৎ কোন কাজের আদর্শ সময়।
সহজভাবে বলতে গেলে, আদর্শ পরিবেশে, আদর্শ পদ্ধতিতে ১ টি কাজ করতে যত মিনিট সময় লাগে তাকে ঐ কাজের SMV বলে।
আদর্শ পরিবেশ বলতে বুঝায়-
1) কাজের স্থানের তাপমাত্রা অপারেটরের শরীরের জন্য আরামদায়ক হবে। অধিক তাপ বা ঠান্ডা থাকবে না।
2) কাজের স্থানে পর্যাপ্ত আলো থাকবে। স্বল্প বা অধিক আলো থাকবে না যা চোখের জন্য ক্ষতিকর বা কাজের কোন জিনিস দেখতে অসুবিধা হয়।
3) কাজের স্থানে শব্দ দূষণ থাকবে না।
4) অপারেটরের কোন ভয়ভীতি বা কাজ দ্রুত করার কোন মানসিক চাপ থাকবে না।
5) কাজের যায়গা কাজ করার জন্য নিরাপদ হবে।
আদর্শ পদ্ধতি বলতে বুঝায়-
1) কাজে অতিরিক্ত কোন সময় অপচয় না করা।
2) কাজর সঠিক ধাপ অনুসরণ করে কাজটি করা।
3) কাজটি খুব ধীরগতিতে বা খুব দ্রুতভাবে না করা।
অর্থাৎ কেউ যদি উপরের বিষয়গুলো ফলো করে ১টি কাজ করে, তবে সেই কাজটি করতে তার যত মিনিট সময় লাগবে তাকে ঐ কাজের SMV বা Standard Minute Value বলে।
বর্তমানে SMV নির্ণয় করার জন্য বিভিন্ন ধরনের সফটওয়্যার পাওয়া যায়। যেমনঃ General Sewing Data (GSD), SewEasy, MODSEW, Pro- SMV , Standard Sewing Data (SSD) ইত্যাদি।
Q. No-2) SMV কি কি কাজে ব্যবহৃত হয়?
SMV এর ব্যবহারঃ
1) SMV কোন একটি কাজের জন্য প্রয়োজনীয় সময় নির্ধারণ করে।
2) Garment এর Costing এবং Lead Time বের করতে ব্যবহৃত হয়।
3) একটি লাইনের জন্য প্রয়োজনীয় Manpower ও Machine নির্ধারণে ব্যবহৃত হয় যা Line Layout বা Operation Bulletin নামে পরিচিত।
4) একটি লাইনের Achievable target প্রদানে ব্যবহৃত হয়।
5) Pitch Time নির্ণয়ে ব্যবহৃত হয়। [Pitch Time = SMV/No. of Operation]
6) লাইনের ইফিসিয়েন্সি নির্ণয়ে ব্যবহৃত হয়।
[Efficiency = (Production Target × SMV × 100)/(Manpower × Working Hour × 60)]
Or
[Efficiency = (Produce Minutes /Available Minutes) X 100]
7) লাইনের Minute Cost হিসাব করতে ব্যবহৃত হয়।
8) কোম্পানির Monthly Capacity নির্ণয়ে ব্যবহৃত হয়।
9) Worker Efficiency নির্ণয়ে ব্যবহৃত হয়।
Tuesday, 28 March 2023
গার্মেনটস শিল্পে line balancing এর কারণ ,পদ্ধতি এবং bottleneck point খুঁজে সমস্যার সমাধান'
গার্মেনটস শিল্পে line balancing এর কারণ ,পদ্ধতি এবং bottleneck point খুঁজে সমস্যার সমাধান'
খুররাম বাহাদুর
আসসামুআলাইকুম । আশা করি সবাই ভাল আছেন।
গার্মেন্টস শিল্পে line balancing একটি গুরুত্বপূর্ণ টার্ম যা নিত্যদিনের time study , capacity study এবং production study এর সাথে প্রত্যক্ষ কিংবা পরোক্ষভাবে জড়িত।
গার্মেনটসের বায়ারদের চাহিদা অনুযায়ী একটি নির্দিষ্ট সময় দেওয়া থাকে কাজ সম্পাদন করে শেষ করার। সেই অর্ডার কোয়ানটিটি এর কাজ সম্পাদনের জন্র I.E. planning department থেকে গার্মেন্টের অপারেশন ব্রেকডাউন অনুযায়ী একটি SMV নির্ধারণ করে দেওয়া হয় এবং সেই অনুযায়ী লাইনের নিত্যদিনের টার্গেট নির্ণয় করা হয়।
আমাদের টার্গেট নির্ধারণ করার পূর্বে বায়ারদের চাহিদা অনুযায়ী সময়ে যেন কাজ সম্পাদন করার প্রক্রিয়া শেষ হয় সে অনুযায়ী অপারেশন ব্রেকডাউন এ প্রতিটি প্রসেসের SMV সেই অনুযায়ী নির্ধারণ করতে হবে। আর চাহিদা অনুযায়ী কাজ সম্পন্ন করার জন্য একটি নির্দিষ্ট শিফ্টে বায়ারদের চাহিদা অনুযায়ী প্রতিটি পিস প্রোডাকশন এর বরাদ্দ মান ধরতে হয়। এই বায়ারদের চাহিদা অনুযায়ী একটি নির্দিষ্ট শিফ্ট বা সময়ে এই প্রতি পিস প্রোডাকশন এর নির্ধারিত মানকে Takt time বলা হয়ে থাকে।
Takt time = পুরো দিনের উৎপাদন প্রক্রিয়ার সময়/ কাস্টমারদের চাহিদা অনুযায়ী সম্পাদন
= 4500 মিনিট প্রতিদিনের শিফ্ট / 500 পিসের উৎপাদন প্রতি শিফ্টে (কাস্টমারদের চাহিদা)
= প্রতিটি পিসে 9 মিনিট সময় বরাদ্দ থাকতে হবে।
তাহলে , আপনাকে সেই অনুযায়ী গার্মেন্টসের SMV অবশ্যই সর্বোচ্চ 9 এর মধ্যে থাকতে হবে ।
প্রথমে একটি স্টাইলের কাজ শুরু হওয়ার পর বায়ারদের একটি নির্দিষ্ট সময়ে অর্ডার কোয়ানটিটি দেওয়া থাকে। এই অর্ডার কোয়ানটিটির কাজ সম্পাদন শেষ করার জন্য পূর্বে Line setting করার প্রয়োজন হয় যা প্রতিদিনের একটি নির্দিষ্ট টার্গেট অনুযায়ী উৎপাদন করতে সক্ষম হয়।
ধরুন, আপনার 10500 পিস যদি 7 দিনে শেষ করার প্রয়োজন হয় তাহলে প্রতি দিন আপনার 1500 পিস উৎপাদন করতে হবে।
আর Line setting করার জন্য Line Target বের করে দেখতে হবে আপনার Line setting ঠিক হয়েছে কিনা।
Line Target = MP×60×W.H×Eff./ S.M.V
যদি আপনার ঐ হিসেবে অনুযায়ী একটি লাইন হয় তাহলে দেখতে হবে line target টা কি 1500 পিস সম্পন্ন করতে পারছে কিনা।
আর line setting করার পর line target ঠিক রাখার জন্যই Line balancing করার প্রয়োজন হয়।
এখন কখন এবং কিভাবে Line balancing করবেন?
Line setting করার পর কিছুক্ষণ পর দেখা যাবে কিছু অপারেটরদের কাজের তুলনামূলকভাবে বেশি অগ্রগতির কারণে অন্যান্য পেছনের অপারেটরদের কাছে বান্ডেল জমতে শুরু করে এবং সামনের অপারেটর কাজ না থাকার জন্য বসে থাকে। এই কাজ না থাকার দরুণ তখন কাজের অগ্রগতি মারাত্মক ভাবে ব্যাহত হয়। যে কয়েকটি পয়েন্টের জন্য পুরো লাইনের কাজের অগ্রগতি ব্যাহত হয় সেই পয়েন্টগুলোকে bottleneck point হিসেবে চিহ্নিত করা হয় ।পূর্ববর্তী লাইনের ই নপুট গ্যাপ এবং পরবর্তী লাইনের আউটপুট গ্যাপের মাঝে bottleneck point থাকে। এই bottleneck point চিহ্নিত করতে যা করতে হবে :
1• প্রতিটি অপারেশনের সাইকেল টাইম বের করে তা মিনিটে রূপান্তরিত করে অপারেটর রেটিং অনুযায়ী বেসিক টাইম বেসিক টাইম বের করা এবং বেসিক টাইম অনুযায়ী SMV নির্ধারণ করা।
2• প্রতিটি অপারেশন এর মিনিট SMV দিয়ে 60 কে ভাগ করে ক্যাপাসিটি বের করে দেখা কোথায় সবচেয়ে ক্যাপাসিটি কম। সেই পয়েন্টগুলো খুঁজে বের করে bottleneck point' হিসেবে চিহ্নিত করুন।
এখন এই bottleneck point সমস্যা সমাধান করে line balancing জন্য যে দুটি জিনিসের প্রয়োজন হবে :
1• Theoretical manning label
2• Actual manning label
আর এই দুটি বিষয়ের নিয়ামক হিসেবে কাজ করবে pitch time.
Pitch time হল = সবগুলো অপারেশনের প্রসেস SMV এর সমষ্টি / প্রসেসের সংখ্যা
Theoretical manning label হল আপনার সবগুলো প্রসেসের SMV হিসেব করে কতজন লোক কমপক্ষে আনুমানিক কত লোক প্রয়োজন তা নির্ধারণ করা ।
Theoretic manning label = tots process SMV /pitch time = আনুমানিক লোকের সংখ্যা
আর Actual manning label হল Theoretic manning label থেকে আনুমানিক লোকের সংখ্যাকে প্রতিটি অপারেশনের সঠিকভাবে বন্টন করা।
প্রতিটি অপারেশনের Actual manning label = operation process SMV / pitch time
Actual manning label করার সময় Bottleneck point এর process এর সাথে পূর্ববর্তী process smv এর .5 এর অতিরিক্ত ভগ্নাংশ যোগ করে লোকসংখ্যা সমতায় নিয়ে আসবেন। এরপর ক্যাপাসিটি স্টাডি করে তার পর্যবক্ষেণ করে প্রয়োজন হলে তার সাথে ইনপুট গ্যাপ এর তারতম্য মিলিয়ে নিতে হবে। এরপর প্রোডাকশন স্টাডি আপনার লাইন ব্যালান্সিং হয়েছে কিনা বুঝতে পারবেন।।
Monday, 27 March 2023
Textile android apps apk link 🔗
This site android apps. apk file download link 🔗
https://drive.google.com/file/d/1Jll94XdNYd96nT8HhSzTQqWk2VT5WxZR/view?usp=drivesdk
You can download and access all over the world 🗺
IE মানে যা না। সেটাই সবাই ভাবে।
IE মানেই সারাদিন লাইনে থাকবে এই বাধাধরা নিয়ম থেকে বেরিয়ে আসা উচিত সবার। যদি সারাদিন লাইনেই দাঁড়ায় থাকে কাজ না থাকলেও তাহোলে একজন লাইন চীফের সাথে একজন Industrial Engineer এর পার্থক্য কই থাকলো?
একজন IE লাইনের ক্যাপাসিটি স্ট্যাডি, প্রোডাকশন স্ট্যাডি, ব্যালেন্সিং এগুলা অবশ্যই করবে। কিন্তু অহেতুক সারাদিন লাইনে খাম্বার মত দাঁড়িয়ে থাকা IE এর সাথে আসোলে যায়না। যেসব সিনিয়র বা ম্যানেজার রা সারাদিন অহেতুক লাইনে দাড় করায় রাখে, বিভিন্ন মেন্টাল প্রেশার দেয় ওইআব জায়গায় আসোলে IE থেকে প্রোপার আউটপুট যায়না। আমি মনে করি Executive লেভেল থেকেই IE এর সবার Personal PC, Desk থাকা দরকার। লাইনের কাজের পাশাপাশি একজন IE প্রচুর পরিমানে Thinker হতে হবে, একজন IE এর চিন্তা ভাবনা অবশ্যই প্রোডাকশন এর মানুষেদের চেয়ে ১০ গুন বেশি Smarter হয়৷
প্রোডাকশন এর জবাবদিহিতা যদি IE দের থেকে নেওয়া হয় সেসব ফ্যাক্টরি আসলে কখনোই Smart না। IE তার Strategy দেখায় দিবে কিন্তু প্রোডাকশন তুলবে তার জবাবদিহিতা থাকবে প্রোডাকশন এর মানুষেদের উপর। IE হচ্ছে প্রোডাকশনের Supportive হ্যান্ড৷ IE & Production কখনোই এক না।
So আমার মনে একটা ভালো IE ম্যানেজমেন্ট আর প্রোপার IE Practice যেমন তার Employees দের Satisfied করতে পারে ঠিক তেমন IE এর Main Goal ও পুরন করতে পারে।
Monday, 6 March 2023
5S and Kaizen for Process Improvement
5S and Kaizen for Process Improvement
kaizen1-resized-600Business process improvement (BPI) is an area where IT departments can contribute by helping organizations reduce costs, shorten cycle times, and improve process efficiency. Automation can be used to automate routine tasks, eliminate waste, reduce cycle times, improve quality and achieve a systematic approach for continual improvement.

5S
5S is a productivity method whose name is derived from the five first letters of Japanese words: Seiri, Seiton, Seiso, Seiketsu and Shitsuke. The method was originally intended to organize a workspace for efficiency. Let’s examine each ‘S’ and determine what it means.
Seiri – Sorting. Keep the necessary in work area, dispose or keep in a distant storage area less frequently used items, discard unneeded items.
Seiton – Systematic Arrangement for the most efficient and effective retrieval. There should be a place for everything and everything should be in its place. The place for each item should be clearly labeled or demarcated. Items should be arranged in a manner that promotes efficient workflow, with equipment used most often being the most easily accessible. Workers should not have to bend repetitively to access materials.
Seiso – Shining. Clean the workspace and all equipment, and keep it clean, tidy and organized. After the first thorough cleaning when implementing 5S, daily follow-up cleaning is necessary in order to sustain this improvement. A “Shining” work environment will lead to great efficiency gains.
Seiketsu – Standardizing. Work practices should be consistent and standardized. Work stations for a particular job should be identical. All employees doing the same job should be able to work in any station with the same tools that are in the same location in every station. Everyone should know exactly their responsibilities.
Shitsuke – Sustaining. Once the previous 4 S’s have been established, they become the new way to operate. Maintain focus on this new way and do not allow a gradual decline back to the old ways. The effect of continuous improvement (Kaizen) leads to less waste, better quality and faster lead times.
5S was originally intended for manufacturing but works just as well in an office environment or administrative environment or even in a healthcare environment for delivering patient care. A book I recommend for Healthcare professionals is 5S for Healthcare by Rona Consulting Group, available on Amazon. According to the book, “the 5S system sounds so simple that people often dismiss its importance. However, the fact remains that a neat and clean healthcare facility:
Has higher productivity.
Produces fewer clinical defects.
Means patients do not wait so long for treatment.
Is a safer place to work.” If you are in the healthcare industry, you will realize that these are big benefits that we constantly strive for.
Kaizen
Now, lets move onto Kaizen. Kaizen is method and a word that was created in Japan after World War II. The word Kaizen means “continuous improvement.” It comes from the Japanese words 改 (“kai”) which means “change” or “to correct” and 善 (“zen”) which means “good.” It is pronounced “k-eye-zen.” The method and the word have become part of the Toyota Production System (TPS), where it means “small, continuous improvements on everyone’s part. Kaizen is a system that involves all employees – from senior management to the janitorial crew. Everyone is encouraged to come up with small improvement ideas and recommendations on a regular and continuing basis.
In Japanese companies, such as Toyota and Canon, employees typically make 60 to 70 suggestions per year, which are written down, shared and implemented. In most cases these are not ideas for major changes. Kaizen is based on making little changes on a regular basis: always improving productivity, safety and effectiveness while reducing waste. Kaizen suggestions are not limited to a specific area such as production or marketing. Kaizen is based on making changes anywhere that improvements can be made. Western philosophy may be summarized as, “if it ain’t broke, don’t fix it.” The Kaizen philosophy is to “do it better, make it better, improve it, even if it isn’t broken, because if we don’t, we can’t compete with those who do.” Kaizen encompasses many of the well-known Japanese process improvement methods such as: quality circles, process automation, suggestion systems, just-in-time delivery, Kanban and 5S that I discussed earlier in the article.
Kaizen involves setting standards and then continually improving those standards. To support the higher standards Kaizen also involves providing the training, materials and supervision that is needed for employees to achieve the higher standards and maintain their ability to meet those standards on an on-going basis. The cycle of kaizen activity can be defined as:
Standardize an operation and activities.
Measure the standardized operation (find cycle time and amount of in-process inventory).
Gauge measurements against requirements.
Innovate to meet requirements and increase productivity.
Standardize the new, improved operations.
Continue the cycle continuously. Key elements of kaizen are quality, effort, involvement of all employees, willingness to change, and communication.
Kaizen can be applied to the office environment as well as a manufacturing environment. In fact, Kaizen has been applied to the following areas:
Human Resources
Sales
Purchasing
Materials management
Product design engineering
Marketing
Contracts
Accounts payable/receivable
Records/document administration
Government affairs
Customer service
Engineering support
Research
Software engineering
Loan processing
Order entry
Quality
Sales support
Legal
Regulatory compliance
A good book on this topic Office Kaizen: Transforming Office Operations into a Strategic Competitive Advantages by William Lareau. According to Lareau, “Office Kaizen provides the foundation for the next great, step-wise competitive advantage. Office Kaizen is an implementation path, management philosophy, leadership structure, and set of tools, all wrapped into one consistent package. If employed as an executive-level, strategic weapon across an organization, Office Kaizen will create a competitive advantage that competitors cannot match, unless they do the same thing at the same time. Few will, as most will continue to search for the “brass ring” without realizing the merry-go-round has slowed to a near stop. Those who do not embrace Office Kaizen will be left in the dust of those who do.“
Our analysts at Enfocus Solutions Inc. are constantly studying various methods and techniques that business analysts can use to improve business processes. We include recommendations on how to implement these practices in our Requirements Excellence Framework.™ You are invited to view our web site at www.enfocussolutions.com to learn more about this product component.
Application of Kanban System between cutting and sewing departments in an apparel factory
Use of Kanban
Application of Kanban System between cutting and sewing departments in an apparel factory
A common challenge faced by the apparel industry on shop floor is the production of goods in excess of demand, and production of goods...
Video link KANBAN Section (Super Market) | Garments - Toyo: https://www.youtube.com/playlist?list=PLJvY9X_vlxGtOcRIFTo4f8SGVr9rc0Yrl
https://youtu.be/Vo_ummUjIZw

Application of Kanban System between cutting and sewing departments in an apparel factory https://youtu.be/aKNVglmm4DE
KANBAN to Input Ready, Supermarket
https://youtu.be/Vo_ummUjIZw
KANBAN to Input Ready, Supermarket
https://youtu.be/Ouwwqn9GPE4
Application of Kanban and Supermarkets between Cutting
and Sewing, and Setting up of Supermarket between Cutting Room and Sewing Floor.
A common challenge faced by the apparel industry on shop floor is the production of goods in excess of demand, and production of goods earlier than required. The ‘lean’ term that we use to describe this manifestation is ‘Overproduction’, which can be avoided by using Kanban (Production and Withdrawal) cards in conjunction with Supermarkets. Kanban ensures that the entire production system becomes reflexive and follows the principles of a Pull System.
The ultimate manifestation of a delay in production is airlifting the shipment or receiving the buyer’s debit note, and these often drive the operation scheduling in factories. The scheduling accounts for several vagaries and buffers. The main factors that lead factories to overproduce are:
• Fear of labour absenteeism.
• Variability and dependency that exist in the system.
• Ignorance of frequent changeovers.
• Absence of production feedback loop, especially from downstream operations.
• Poor planning and scheduling.
• Capacity imbalances in the production system.
• Capacity utilization when order pipeline has dried up.
• Sales forecasts are way off the mark.
• Instability in the production system.
• Longer set up times between product changeovers.
• Shortage of skilled operators.
• Machine breakdowns/repair delay.
The concepts of Kanban find relevance in these scenarios to help build Reflexive Production Systems. Imagine Kanban to be a series of links in a cycle chain. Any force exerted at the end of the chain is felt by the first link in the chain. Kanban ensures that a feedback mechanism is created on the production floor and only what is required by customer is produced.

Figure A: Pull System
Figure A is a simple illustration of a Pull System in an apparel production plant. A signal is generated by the actual consumption at the downstream process (at Finishing). The last process downstream received is the consumption from the customer. Therefore, the customer exerts ‘pull’ on the entire production system in this way. The Pull Signal keeps moving up, based on the actual consumption till it reaches the upstream process (i.e. cutting). In a Kanban System, the ‘pull’ exerted by the downstream customer is manifested visually to the supplying upstream process.
A Pull System has many advantages. While it schedules work based on information from inside the system, it also establishes prior limit on the Work in Progress in the system and authorizes the work to upstream processes based on Kanban Cards.
Application of Kanban System between cutting and sewing departments in an apparel factory

Figure B: Kanban System between Cutting and Sewing
Figure B is an illustration of a Kanban System that could be created between cutting and sewing departments. The cutting works on batch production principles whereas sewing nowadays uses single piece flow or unit production system.
Let us understand some terms that have been used in the illustration…
Supermarket: A Supermarket is an area identified in the factory that stocks goods in the finished form (ready for shipping) or in WIP (Work in Progress) form. In a typical apparel factory a Supermarket Area could exist between cutting and parts sewing, parts sewing & assembly, assembly & finishing and also in the finished goods warehouse.
Supermarket ties the consuming process and the supplying process in a Pull System. The withdrawal of the inventory from the Supermarket is authorized by a Pull Signal (e.g. a Withdrawal Kanban Card). The inventory in the Supermarket Area is kept in trolleys or bins.
Kanban Cards: Inventory for the items authorized by these cards is kept in the Supermarkets. These cards are recycled through the production system continuously.
A Kanban Card typically has the following information displayed on it:
• Material, part number, etc.
• External and internal supplying processes.
• Consuming process (could be sewing if parts are stitched in sewing or finishing if parts are consumed in finishing).
• Container Quantity (‘container’ here refers to a trolley or a bin, and the ‘quantity’ refers to the amount of stock that should be stored in the trolley or bin).
• Supermarket Address (Supermarkets have a designated address like A1, H2, etc.)
• Card Serial Number.
• An illustration of the part (a typical component drawing).
The base ‘Colour’ of the Kanban Card could be white or red. It is a choice that management makes. These cards are attached to standard containers and are placed into a clear plastic sleeve firmly attached to each container. Container quantity for all cut panels from cutting could be 200 pieces. This again depends on the order quantity and cutting machine capacity or type of cutting (manual or automatic) being practiced on the floor.
Withdrawal Kanban Card authorizes the consuming process to withdraw the inventory from the Supermarket. Once the stock begins to be used in consuming process, the Withdrawal Kanban Card accompanying the container is removed from it and kept in the Kanban Post. In the same vein, the production Kanban Card that accompanies stock kept in the Supermarket Area is kept in the Kanban Post once the stock is taken out for consumption.
Production Kanban Card authorizes the supplying process to produce the required amount, which is stored in the Supermarket Area.
Kanban board is a visual display board: The production Kanban Cards are accumulated in the board after removing them from empty containers (trolleys or bins) no sooner they are withdrawn by the consuming process from the Supermarket. The accumulation of cards continues till a predetermined number of cards are achieved as defined by the common authorization line. In Figure B, the common authorization line is achieved after two cards (each card bears production quantity of 100 pieces).
A robust Kanban board design is adaptable, scalable, and communicates visually and at the minimum has the following key information:
• Locations to position the Kanban Cards in either rows or columns, by product (A, B, C, or D) as they are returned from the consuming process.
• A visual indicator, known as the authorization line, of when replenishment is authorized and necessary.
• FIFO tracking to indicate which product is to be processed first in cutting and then next one as well based on FIFO priority.
The common authorization line in Kanban board functions in the following manner (Refer Figure B):
• Product is consumed from Supermarket by the consuming process (Sewing). When the consuming process empties a container, the card and container are removed from the Supermarket Area. The card is then removed from the container (trolley or bin). Thereafter the empty container is staged in close proximity to the Kanban board which could be placed in a designated area in cutting.
• The Kanban Card is placed on the Kanban board at the lowest location available for given product (A, B, C or D). This process repeats until enough Kanban Cards representing a specific product accumulate to reach the authorization line on the Kanban board.
• Immediately upon the authorization line being reached, all the Kanban Cards for all those part numbers are removed and individually placed in transparent sleeves attached to empty containers (trolleys or bins). The empty containers with the attached Kanban Cards are delivered to the supplying process (cutting). This action authorizes replenishment by the supplying process.
• Once the containers (trolleys or bins) are filled again with the completed product, the containers with the attached card are returned to their specific Supermarket location. As the line stock at the part sewing process is depleted, product is removed from the Supermarket and delivered to the consuming process by a withdrawal Kanban Card. The process repeats itself.
The Kanban System works in the following manner (Refer Fig. B):
• Parts sewing operator uses parts kept next to assembly line, removes the Withdrawal Kanban Card that accompanies the container (trolley or bin) and places it in the Kanban post.
• Operator takes the Withdrawal Kanban Card to the Supermarket to fetch items. He picks up the 100 pieces of cut panels and deposits the Production Kanban Card that came along with them into the Kanban Post.
• The Production Kanban Card is then moved to the Kanban board.
• As soon as two cards accumulate on the production board (in the case of order D), the two production cards are issued to cutting machines authorizing production of the same.
• As soon as they are produced, 200 pieces (two Kanban Cards – 100 pieces per card) are transported to the Supermarket and stored in the location (trolley or bin).
The principles of Kanban are as follows:
• The downstream process (consuming process) will only consume what is needed.
• The supplying process will only produce if Kanban System authorizes it to produce.
• Defective products will not be sent downstream processes.
• Kanban should reflect changes in demand as demands keeps fluctuating.
• The number of Kanban must reduce in time as they only are reflection of waste.
• The rules are non-negotiable.
Let us consider the Case of Installing a Supermarket between Cutting and Sewing processes. Supermarket ties the consuming and the supplying process in a Kanban Pull System by keeping a buffer inventory authorized for replenishment by a pull signal. If we did not have a Supermarket, a Kanban Card at supplying process would mean immediate replenishment, which is difficult in a typical apparel-manufacturing environment because of variability and dependency. Hence the need for ‘Supermarkets’.
In case of the above example, sewing parts assembly will withdraw cut panels from the Supermarket, and the cutting will replenish the Supermarket when signalled to do so by the Kanban board. The signal provided by the Kanban board can be in the form or a production card or merely an indicator light or an indicator flap. A green flap would mean no replenishment required, whereas a red flap would mean replenishment required immediately.
The best choice of position of the Supermarket depends on the following factors:
• The number of supplying workstations vs. the number of consuming workstations.
• Travel distance.
• Availability of space.
• Transport mechanism currently available.
In the apparel industry it makes sense to have one Supermarket between cutting and sewing parts, a pairing Supermarket between sewing parts and sewing assembly, a WIP Supermarket between finishing and sewing.
Once the Supermarket and Kanban board are institutionalized, we can move on to decide the inventory to be kept between departments in the Supermarket.
The inventory or buffer to be kept in the Supermarket largely depends on the variability and dependency that exists between the two processes on either side of the Supermarket. The rationale is to ensure that you neither starve nor block the bottleneck. In most cases, sewing parts (i.e. Front, Sleeve, and Lining) is a bottleneck in the industry. The reason being that sewing assembly, traditionally, has relatively shorter cycle times and hence more capacity.
Keeping a day’s inventory in the Supermarket between cutting and sewing parts is recommended for the following reasons:
• Any breakdown in the cutting could be repaired under four hours, therefore with one day inventory in the Supermarket, supply to the sewing parts will still be alright. If the mean time to repair a breakdown in cutting is 1½ days, then the inventory level can be kept at 2 days initially. Simultaneously the factory should start working on improving the breakdown maintenance efficiency and then reduce the inventory to one day.
• Cutting has more capacity than sewing parts as sewing section could experience wandering bottlenecks due to skill dependency. If a skilled operator in the sewing parts is absent, the line is slowed down because the slowest operation on the line defines the speed of the line. The speed of the flow of product through the bottleneck also determines the cost of the product.
• Since we work on a Pull System, we observe that flow in sewing parts is often interrupted due to variability in inputs leading to operator skill dependency and breakdowns. Therefore mostly one day inventory is fine.
• Also, by keeping less inventory in the Supermarket, the production system becomes more responsive and agile. The moment the cutting maintenance team knows that inventory between cutting and sewing parts is slashed, they look for addressing problems quicker and therefore mean time to repair also reduces.
The inventory between sewing parts and sewing assembly however can be limited to1-2 hours as:
• Pairing becomes more real time.
• Container clearance is easier as maintaining FIFO (first-in-first-out) becomes easier with lesser stock.
• Production lines become more flexible and can accommodate any other product at short notice.
• The entire system becomes more reflexive.
• Quality improves naturally as lesser stock lead to improved process efficiency.
• Defects can be detected sooner and by keeping only 1-2 hours of stock can reduce excess rework.
Some FAQs for setting up a Kanban system
Can electronic data processing or barcode scanner be used?
A. Yes it can be. It depends on how inventory is being managed on the production floor.
How to determine the number of Kanban Cards to be used?
A. To arrive at the exact number of Kanban Cards to be used, the following equation by James Vatalaro is useful.
Number of Kanban Cards = {Average Daily Demand x (Order frequency + Lead time + Safety time)}/Container quantity
To apply the equation, let us consider creating a Kanban System between cutting and parts sewing (first process):
Let the Average Daily Demand be 500 pieces of jackets.
Order Frequency = 1 day (i.e. produced daily).
Lead Time = 6 hours (time it takes to refill the Supermarket, i.e. time it takes to start laying until it is bundled and kept in the Supermarket) = 0.75 day (converting hours into days by dividing the number by 8, i.e. 6/8 = 0.75).
Safety time = 4 hours (time that is factored in for breakdowns, quality losses, etc.) = 0.5 days.
Working time = One shift = 8 hours.
Container quantity = 250 pieces (one container in the form of trolley holds 250 pieces).
Replacing the value of all the variables in the equation we get:
Number of Kanban Cards = {500 x (1+0.75+0.5)}/250 = 4.5 cards rounded off to 5.
Thus number of Kanban Cards required is 5, which actually means that if the trolley is 250 pieces, there would be five trolleys recirculating between cutting and parts sewing. There is no specific rule to round up or round down. In the above numerical, one could round down to 4 cards as well. The only risk here is that safety available is reduced in practical sense.
Can containers be used instead of Kanban Cards; can they function as Kanban Card?
A. Yes, there could be a system wherein an empty container is taken to the supermarket and a full container is picked. However the operator must know which container to pick.
How is the Authorization Line ascertained?
A. While the best estimates come with experience, to begin with a quantity equivalent to the batch size of the upstream supplying process (in this case cutting) can be set as the Authorization Line.
Advertisment
Subscribe to:
Posts (Atom)